Quy trình hàn giáp mối tấm chiều dày lớn cho kết cấu Tripod Offshorewind (SAW Tandem LSO)
![]()
Lĩnh vực ứng dụng | Wind Power | Ref.# |
|
Quá trình hàn | SAW | DGWTR# | - |
Vật liệu | Carbon Steel, 60mm, 80mm, 90mm, 120mm | Edit | HLD, WE, CWI |
Vật liệu hàn | F7A4 - M12K | Reviewed | - |
Liên kết / Vị trí | Butt Joint / 1G | Completed | 13/9/2020 |
1. Đặt vấn đề
Đứng trước nhu cầu phát triển của ngành năng lượng sạch, điện gió trên bờ và điện gió ngoài khơi đang được đầu tư và phát triển mạnh mẽ.
Công nghệ hàn trụ điện gió và các kết cấu phụ trợ (support structure) như chân đế tripod phải đối mặt với những thách thức không nhỏ, do chi tiết có chiều dày làm việc lớn, và chịu điều kiện làm việc khắc nghiệt, nên yêu cầu cao về chất lượng mối hàn.
DGWelding đã sử dụng công nghệ hàn SAW Tandem Long Stick Out của Lincoln thực hiện hàn liên kết giáp mối tấm có chiều dải chiều dày lớn từ 60mm đến 120mm, liên kết chữ X, hàn từ hai phía không có back-gouging. Kết quả ngoại dạng và marcro mối hàn cho thấy mối hàn đảm bảo ngấu tốt, vùng ảnh hưởng nhiệt nhỏ mặc dù hàn với ít đường hàn nhưng kiểm soát năng lượng đường rất tốt.
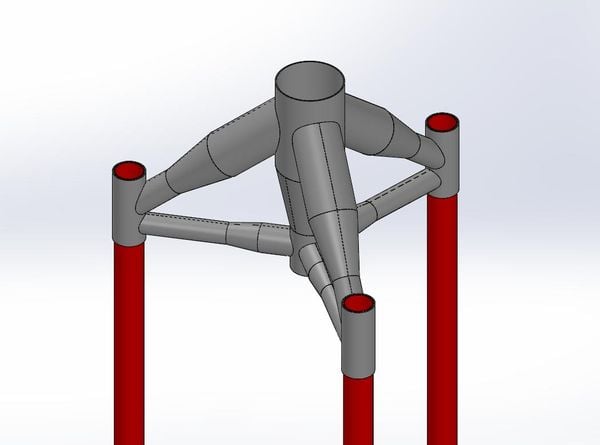
2. Kết cấu TRIPOD là gì?
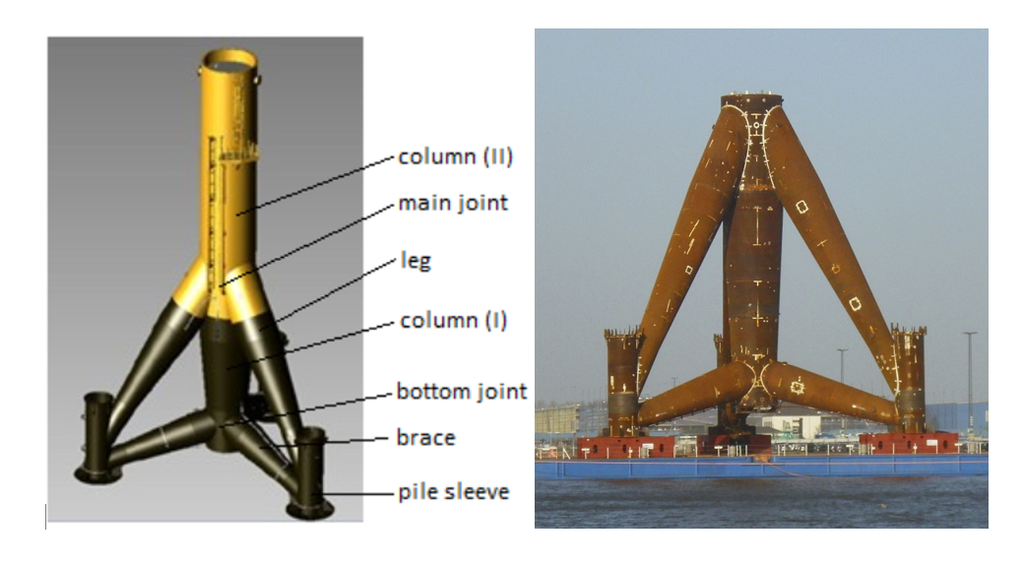
Tripod là một trong các dạng chân đế sử dụng cho kết cấu điện gió ngoài khơi. Cấu tạo gồm có phần ống trục chính (mono-pile/ column), với phần thân ống trên được nối với 3 chân (leg), và phần thân dưới của ống trục chính nối với 3 ống giằng (brace). Cả 3 chân và 3 ống giằng được nối với ống nối cọc (pile sleeve). Tùy vào công suất turbin cũng như chiều sâu vùng biển đặt trụ điện gió, các kết cấu của Tripod sẽ yêu cầu về chiều dày khác nhau, cũng như yêu cầu khác nhau về mác vật liệu.
Hình ảnh chân đế Tripod và các dạng chân đế khác của trụ điện gió ngoài khơi
Phần lớn các kết cấu thép sử dụng trong điện gió và kết cấu tripod đều có chiều dày lớn, dao động từ 40-150mm. Các nghiên cứu cũng như thực tế đã chỉ ra rằng, với chi tiết có chiều dày càng lớn, thì khả năng bị phá hủy giòn cao hơn so với phôi mỏng khi làm việc ở nhiệt độ thấp, điều này dẫn tới nguy cơ nứt và phá hỏng kết cấu trong điều kiện chịu tải trọng và làm việc dưới nhiệt độ thay đổi của môi trường. Bởi vậy, yêu cầu về công nghệ và kỹ thuật hàn phù hợp để đáp ứng được cả yêu cầu về năng suất, chất lượng sản phẩm là một điều vô cùng quan trọng và cần thiết.
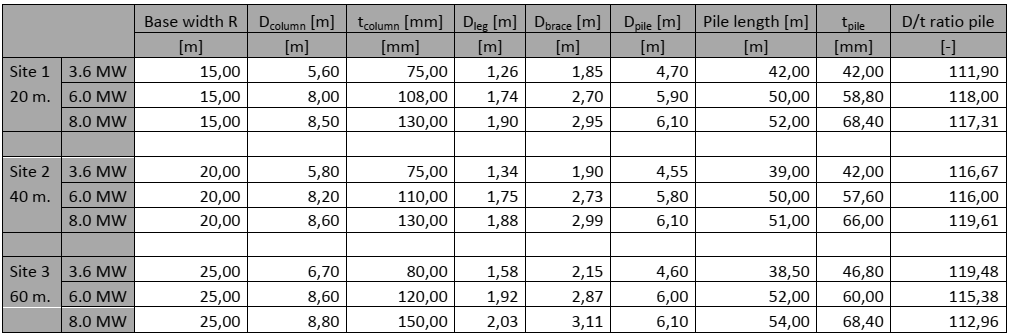
Cấu tạo kết cấu chân đế Tripod và các thông số kích thước thông dụng
3. Quá trình thực nghiệm hàn nối tấm dày trong chế tạo TRIPOD
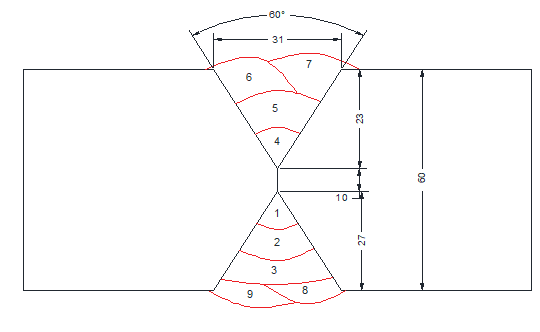
DGwelding đã áp dụng công nghệ hàn dưới lớp thuốc hai hồ quang SAW Tandem và sử dụng tầm với điện cực lớn (Long Stick Out – LSO) để thực hiện hàn lên liên kết giáp mối giữa hai phôi thép bằng vật liệu Q345B, với các chiều dày 60mm, 80mm, 90mm và 120mm. Phôi tấm được vát mép hai phía có để phần mép cùn 10mm, sau đó được ghép lại với nhau hình hành liên kết hàn giáp mối chi tiết thể hiện như trong hình 1.

Chi tiết dạng liên kết và bố trí xếp lớp mối hàn nối tôn dày 60mm
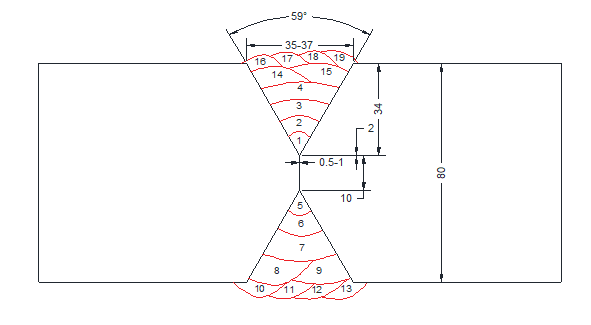
Chi tiết dạng liên kết và bố trí xếp lớp mối hàn nối tôn dày 80mm
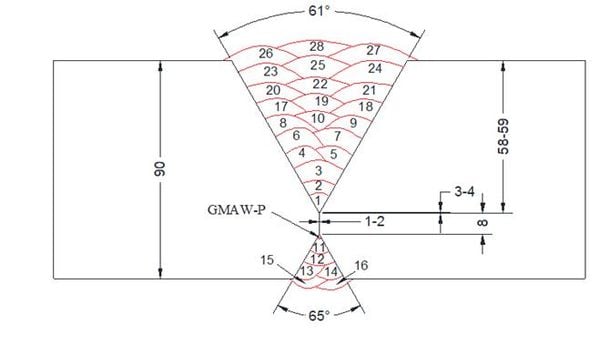
Chi tiết dạng liên kết và bố trí xếp lớp mối hàn nối tôn dày 90mm
Chi tiết dạng liên kết và bố trí xếp lớp mối hàn nối tôn dày 120mm
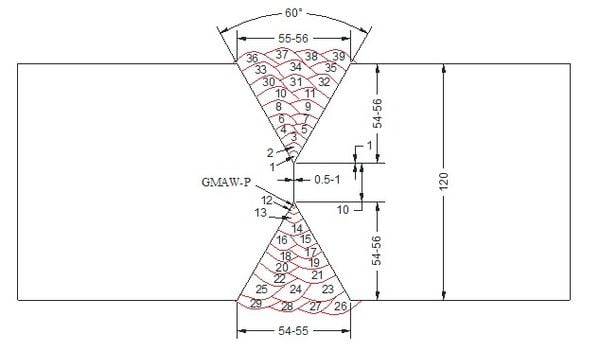
Hình 1: Hình ảnh chuẩn bị liên kết và bố trí các đường hàn
Quá trình hàn sử dụng 01 nguồn hàn Power Wave AC/DC 1000® SD sử dụng cho dây hàn đi trước (lead arc) hàn với dòng AC và 01 nguồn Lincoln Flextec® 650X cho dây hàn đi sau (trail arc) hàn với dòng DC-. Hai mỏ hàn được lắp đặt trên xe hàn Cruiser và có gắn đầu dò laser tracker. Góc nghiêng giữa hai mỏ hàn được thể hiện như trong hình 2. Cặp dây và thuốc hàn của hãng Lincoln Electric Premierweld EM12K (dia. 4.0mm) + F7A4 được sử dụng cho thí nghiệm này. Phôi hàn sau khi chuẩn bị xong được gá đính, hàn đính một đường hàn nhỏ bằng GMAW-P sau đó lắp lên bàn gá như sơ đồ trong hình 3.
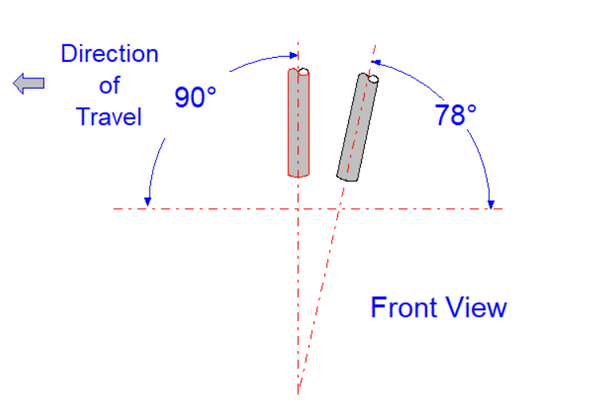
Hình 2: Góc độ giữa mỏ hàn trail arc và lead arc
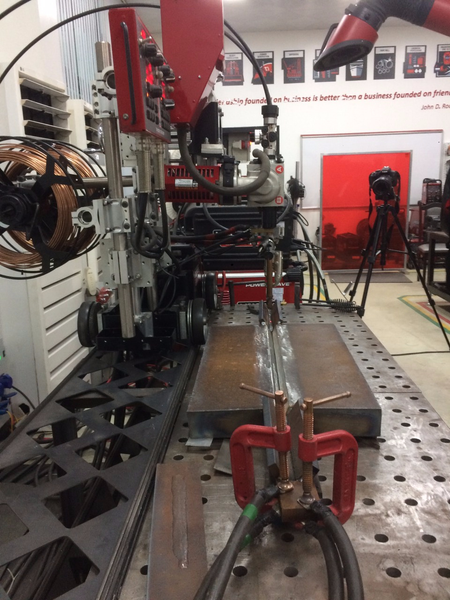
Hình 3: Setup trước khi hàn
Liên kết hàn được gia nhiệt trước khi hàn và đảm bảo nhiệt độ giữa các đường hàn. Quá trình hàn sử dụng dòng AC sóng vuông cho dây hàn đi trước (lead arc) và sử dụng dòng DC- cho dây hàn đi sau (trail arc). Đối với dòng AC sóng vuông việc cài đặt thống số Balance đã giúp tăng tốc độ cấp dây so với dòng AC thông thường và do đó tăng được tốc độ hàn cũng như tốc độ đắp lên mối hàn. Đối với dây hàn đi sau, việc thiết lập LSO DC- cũng hỗ trợ việc tăng năng suất đắp cũng như tăng tốc độ hàn đáng kể. Hình 4 dưới đây là bảng ghi chép lại thông số chế độ hàn thực tế.
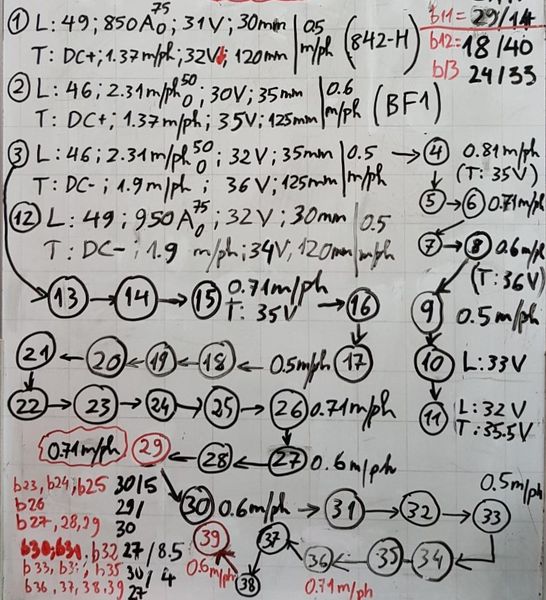
Bảng 4: Hình ảnh bảng ghi chép thông số hàn trong quá thử nghiệm

Hình 5. Hình ảnh ngoài dạng mối hàn hoàn thiện
Hình ảnh Macro mối hàn nối tôn dày 60mm

Hình ảnh Macro mối hàn nối tôn dày 80mm

Hình ảnh Macro mối hàn nối tôn dày 90mm

Hình ảnh Macro mối hàn nối tôn dày 120mm
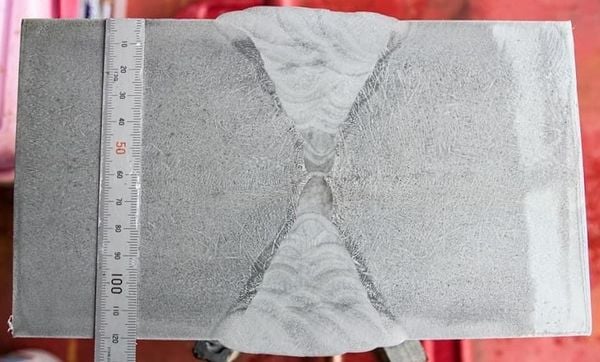
Hình 6. Hình ảnh Macro các mối hàn nối tôn dày trong kết cấu Tripod
4. Kết quả thực nghiệm
Hình 5 thể hiện kết quả ngoại dạng. Kết quả ngoại dạng cho thấy mối hàn có biện dạng đều, phẳng, phần nhô không đáng kể. Không xuất hiện bất kỳ khuyết tật bề mặt nào.
Hình 6 là kết quả macro mối hàn. Hình ảnh cho thấy các đường hàn ngấu hoàn toàn vào nhau và ngấu tốt với kim loại cơ bản. không xuất hiện bất kỳ vết nứt hay lẫn xỉ nào, mặc dù quá trình hàn không thực hiện gouging khi hàn từ mặt thứ hai. Vùng ảnh hưởng nhiệt HAZ nhỏ, thể hiện năng lượng đường được kiểm soát tốt.
5. Kết luận
- Quá trình hàn SAW Tandem LSO cho kết quả mối hàn có ngoại dạng tốt, hình ảnh Macro cho thấy chế độ hàn phù hợp tạo ra được mối hàn ngấu tốt.
- Mặc dù chiều dày lớn, liên kết được điền đầy với nhiều đường hàn, nhưng vùng ảnh hưởng nhiệt lại hẹp. Chứng tỏ Công nghệ hàn SAW Tandem LSO không những giúp tăng được năng suất đắp (có thể lên tối đa 40kg/h) mà còn giúp kiểm soát tốt năng lượng đường.
- Quá trình này rất phù hợp với các kết cấu chiều dày lớn như hàn trụ điện gió và kết cấu chân đế Tripod (support structure) trong công nghiệp điện gió trên bờ và ngoài khơi.
Trên đây là toàn bộ chia sẻ về Quy trình hàn giáp mối tấm chiều dày lớn cho kết cấu Tripod Offshorewind (SAW Tandem LSO). Mời các bạn đọc các bài viết khác trong APP - NĂNG LƯỢNG
![]()
QUYỀN SỞ HỮU VÀ BẢO MẬT: Báo cáo này căn cứ trên các kết quả thử nghiệm của hãng Lincoln Electric, và được biên tập bởi Double Good JSC – Nhà phân phối sản phẩm và Dịch vụ ủy quyền của Lincoln Electric tại Việt Nam. Không được phép sao chép, lưu chuyển, sử dụng tài liệu này với bất kỳ mục đích nào nếu không được sự cho phép bằng văn bản của Double Good JSC.
Ghi chú: Tính đa dạng trong thiết kế, chế tạo và điều kiện làm việc của các sản phẩm thực tế sẽ ảnh hưởng tới kết quả thực nghiệm. Vì vậy các bên tự cân nhắc và chịu trách nhiệm khi áp dụng các thông tin trong báo cáo này vào công việc của mình.

