APP | Năng lượng | Hàn bồn áp lực chiều dày 1.25’’, vát mép chữ V hai phía bằng quá trình SAW Tandem
![]()
Lĩnh vực ứng dụng | Pressure vessel | Ref.# |
|
Quá trình hàn | SAW-Tandem | DGWTR# | APP0025 |
Vật liệu | SA-516 Grade 70 (32 mm) | Edit | Han Le Duy, WE, CWI, IWI-S |
Vật liệu hàn | LA-71 + 880M Flux | Reviewed | WP, IWE |
Liên kết / Vị trí | Butt joint / 1G | Completed | 12/6/2009 |
NỘI DUNG
Báo cáo chi tiết quá trình hàn SAW hai dây (Tandem) sử dụng để hàn bồn áp lực. Bồn sau khi hàn cần phải loại bỏ ứng suất dư và liên kết phải đạt độ bền kéo tối thiểu là 70 Ksi, độ dai va đập đạt 20 lt-lbs (27J) ở tối thiểu -45 oC.
Khách hàng hiện đang sử dụng quá trình hàn SAW một hồ quang, và họ đang mong muốn tăng năng suất.
Quá trình hàn SAW Tandem mới cho phép tăng tới 100% tốc độ đắp so với quá trình hàn trước đó. Đồng thời, loại bỏ việc phải dũi đáy liên kết khi hàn từ hai phía. Kết quả thử dai va đập thỏa mãn yêu cầu của khách hàng.

TỪ KHÓA: Power Wave® AC/DC 1000, công nghệ hàn dưới lớp thuốc hai dây, SAW Tandem, liên kết hàn giáp mối, butt joint, thuốc hàn 880M, dây hàn LA-71, thép SA-516 Grade 70, chiều dày 32mm, thiết bị áp lực, pressure vessel, dầu khí, petro-chemical
GIỚI THIỆU CHUNG
Công ty ABC đang sản xuất vòng chặn bánh răng sử dụng trong thiết bị máy xúc. Hiện tại họ đang sử dụng robot hàn với quá trình hàn MIG, sử dụng kết hợp dây hàn 1.14mm và 1.32mm, dạng dịch chuyển phun tia, cho tốc độ đắp đạt 11 lbs/hr (5 kg/giờ). Quá trình hàn thực hiện bằng 1 đường hàn từ phía trong, sau đó điền đầy liên kết từ phía bên ngoài của vòng chặn. Hình 1 dưới đây là hình ảnh quá trình hàn bằng robot tại cơ sở khách hàng. Hình 2 là hình ảnh bên trong và bên ngoài mối hàn. Rãnh hàn được vát góc 60o rất cẩn thận, chiều cao không vát mép là 3 mm. Yêu cầu đối với mối hàn hoàn thiện là không có khuyết tật bên trong mối hàn (thông qua kiểm tra siêu ấm), chiều cao phần nhô bên trong và bên ngoài của mối hàn không được vượt quá 2.4 mm.
Mục đích của nghiên cứu này là phát triển một quy trình hàn mới sao cho có thể hàn một loạt các vòng chặn một lúc, và quá trình hàn dưới lớp thuốc SAW được lựa chọn. Để đạt được hiệu quả cao nhất, kịch bản được đưa ra là lớp lót sẽ được hàn từ phía ngoài của liên kết và sẽ tạo ra một mặt sau có ngoại dạng phù hợp. Các đường hàn phủ còn lại sẽ được thực hiện với cùng một quá trình hàn. Không có yêu cầu cụ thể về tốc độ hàn và thời gian thực hiện được đưa ra bởi khách hàng cho quá trình mới này.

Hình 1. Quá trình hàn bằng robot tại cơ sở của khách hàng

Hình 2. Ngoại dạng bên ngoài và bên trong của liên kết hàn vòng chặn
QÚA TRÌNH THỰC NGHIỆM
Trạm hàn sử dụng cho quy trình hàn mới như trong hình 3. Hệ thống hàn bao gồm hai nguồn hàn Power Wave AC/DC 1000 và hai bộ điều khiển cấp dây 10A, kết hợp với hệ thống dầm dịch chuyển đầu hàn TC3 của Lincoln và hệ khung K387. Quy trình hàn mới được xây dựng như trong bảng 1 và 2 dưới đây. Góc độ và khoảng cách giữa các dây hàn như trong hình 4, hình 5 và cách bố trí các đường hàn như trong hình 6.
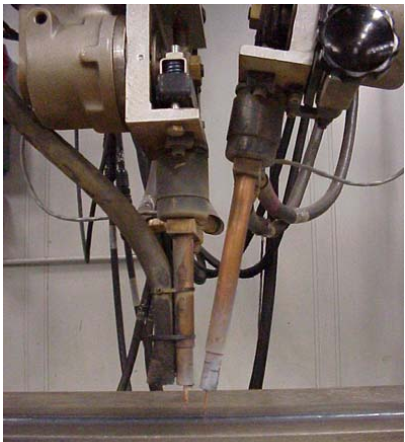
Hình 3: Hệ thống thiết bị và đầu mỏ hàn SAW Tandem
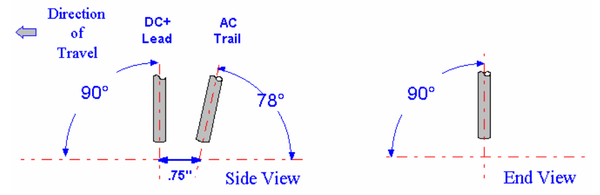
Hình 4: Góc độ và khoảng cách giữa các dây hàn Tandem
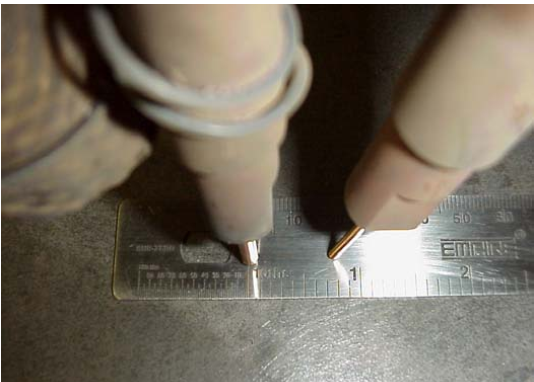
Hình 5: Góc độ và khoảng cách giữa các dây hàn thực tế
Hình 5: Vát mép và bố trí thực hiện các đường hàn
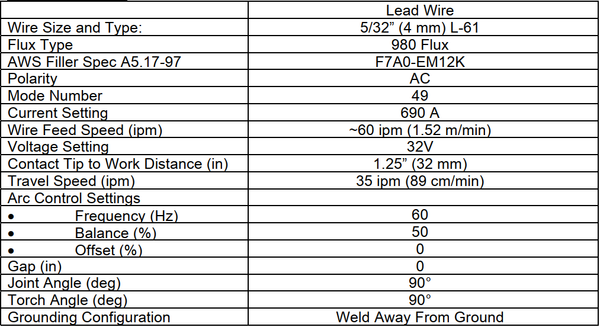
Bảng 1: Thông số chế độ hàn đường lót đáy bên trong vòng chặn
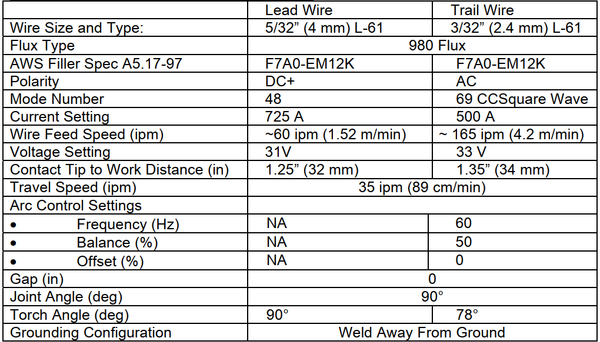
Bảng 2: Thông số chế độ hàn các đường hàn bên ngoài vòng chặn
KẾT QUẢ VÀ THẢO LUẬN
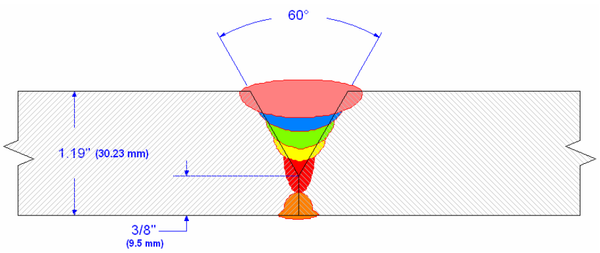
Để tăng tính hữu dụng của quy trình hàn, chúng tôi đã thay đổi phần chiều cao không vát mép từ 3.2 mm lên 9.5 mm để loại bỏ một đường hàn lót thêm ở phía ngoài của liên kết. Hơn nữa, việc điều chỉnh này giúp giảm chiều rộng của bề mặt mối hàn hoàn thiện, giúp có thể thực hiện hàn lớp phủ với chỉ một đường hàn.
Một đường hàn SAW một dây được tiến hành ở bên trong lòng của vòn chặn, sau đó phía ngoài của liên kết được phủ bởi 05 đường hàn SAW Tandem. Các mối hàn được thực hiện với tốc độ hàn 35 ipm (89 cm/phút) để đơn giản việc cài đặt. Kết quả macro mặt cắt ngang mối hàn hoàn thiện được thể hiện như trong hình 7. Mối hàn thể hiện ngấu hoàn toàn theo quy trình hàn ở bảng 1 và 2 ở trên. Tuy nhiên, việc tăng khả năng ngấu giữa các đường hàn vào nhau vẫn có thể đạt được thông qua việc tăng dòng điện hàn của dây đi trước (lead wire) ở đường hàn đầu tiên từ bên ngoài. Hình 8 là hình ảnh ngoại dạng của bên trong và bên ngoài vòng chặn. Chiều cao của mối hàn đo được là 1.8mm, nằm trong giới hạn cho phép là tối đa 2.4 mm.
Bằng việc vát mép 60o, sử dụng chiêu cao không vát mép là 9.5 mm, không có khe hở hàn, nên hoàn toàn có thể sắp xếp các vòng chặn theo một hàng và hàn cùng một lúc. Mặc dù không có thông tin cung cấp về số lượng đường hàn và tốc độ hàn của quá trình hiện tại của khách hàng, nhưng có thể dự đoán rằng tốc độ khoảng 10 ipm (25 cm/phút) để có thể đạt được tốc độ đắp và kích thước mối hàn như vậy. Bởi vậy, có thể tổng kết rằng, với cùng một thể tích mối hàn, quá trình hàn mới giúp tăng tốc độ hàn lên tới 250% nên giúp tiết kiệm một cách đáng kể về thời gian mà vẫn bảo đảm chất lượng mối hàn, không mắc phải các khuyết tật như không ngấu, rỗ khí như quá trình hàn trước đó.
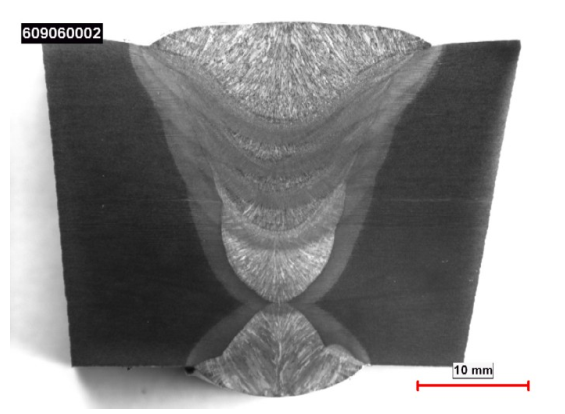
Hình 7: Kết quả macro mặt cắt ngang mối hàn hoàn thiện

Hình 8: Kết quả ngoại dạng mật trong và ngoài của liên kết hàn
KẾT LUẬN
- Mối hàn đã được thực hiện thành công với sự kết hợp giữa quá trình hàn SAW một dây cho đường hàn bên trong và SAW Tandem cho các đường hàn bên ngoài của vòng chặn. Kết quả tăng tới 250% tốc độ, giúp tiết kiệm đáng kể thời gian và chi phí cho khách hàng mà vẫn bảo đảm chất lượng mối hàn.
- Liên kết hàn đã được thay đổi thông số chiều cao không vát mép từ 3.2 mm lên 9.5mm, giúp dễ dàng hơn cho việc cài đặt nhiều vòng chặn trên cùng một đường để thực hiện hàn nhiều vòng chặn một lúc bằng quá trình hàn dưới lớp thuốc theo như mong muốn.
![]()
QUYỀN SỞ HỮU VÀ BẢO MẬT: Báo cáo này căn cứ trên các kết quả thử nghiệm của hãng Lincoln Electric, và được biên tập bởi Double Good JSC – Nhà phân phối sản phẩm và Dịch vụ ủy quyền của Lincoln Electric tại Việt Nam. Không được phép sao chép, lưu chuyển, sử dụng tài liệu này với bất kỳ mục đích nào nếu không được sự cho phép bằng văn bản của Double Good JSC.
Ghi chú: Tính đa dạng trong thiết kế, chế tạo và điều kiện làm việc của các sản phẩm thực tế sẽ ảnh hưởng tới kết quả thực nghiệm. Vì vậy các bên tự cân nhắc và chịu trách nhiệm khi áp dụng các thông tin trong báo cáo này vào công việc của mình.

