Giải pháp tổng thể cho hàn MIG nhôm và Hợp kim nhôm
![]()

Lĩnh vực ứng dụng | Ship Buiding, Automotive, Truck Trailer Manufacturing, LNG, Electrical, Rail Transportation | Ref.# |
|
|
| DGWTR# | SOL005 |
|
| Reviewed | WP, IWE |
Nguồn tham khảo | Lincoln Electric | Completed | 2/2/2020 |
NỘI DUNG
Quá trình hàn MIG nhôm cho năng suất cao, độ ngấu tốt, khả năng áp dụng rộng và đặc biệt yêu cầu kỹ năng tay nghề thợ hàn không quá khắt khe như hàn SMAW hay hàn TIG. Với những ưu điểm vượt trội đó, hàn MIG nhôm ngày càng được áp dụng rộng dãi trong sản xuất chế tạo nhôm. Bài viết này chúng tôi sẽ chia sẻ cho các bạn về giải pháp tổng thể cho hàn mig nhôm và hợp kim nhôm, bài viết gồm những phần sau:
- Vật liệu cơ bản
- Lựa chọn vật liệu hàn
- Khí bảo vệ khi hàn nhôm
- Chuẩn bị trước khi hàn
- Giải pháp công nghệ cho hàn nhôm
- Các vấn đề hay gặp khi hàn nhôm
- Thiết bị hàn

1. Nhôm và hợp kim nhôm
Nhôm có một số tính chất quan trọng như nhẹ, khả năng chống ăn mòn cao do có lớp oxit nhôm bền vững trên bề mặt. Tính dẫn nhiệt dẫn điện của nhôm khá cao, nhẹ và rẻ hơn đồng, do đó nhôm ngày càng được sử dụng phổ biến trong các thiết bị điện để thay thế dần cho đồng. Nhôm và hợp kim nhôm không có từ tính, hệ số dãn nở nhiệt của nhôm cao gấp 2 lần của thép, có độ bền không cao nhưng có tính dẻo tuyệt vời, đặc biệt là ở nhiệt độ dưới 0oC.
Tuy nhiên chúng ta có thể tăng độ bền cho nhôm thông qua hợp kim hóa, biến dạng ở trạng thái nguội (tăng bền bằng biến dạng), nhiệt luyện hoặc kết hợp đồng thời các biện pháp đó.
Dựa vào hàm lượng các nguyên tố hợp kim, nhôm có thể được phân loại như sau:

Hình 1. Phân loại nhôm theo Thành phần hóa học
1XXX – Nhôm nguyên chất: không bao gồm nguyên tố hợp kim nào và thuộc nhóm không nhiệt luyện được. Được sử dụng trong chế tạo bồn chứa hóa chất và đường ống, vì chúng có khả năng chống ăn mòn rất tốt. Với đặc tính dẫn điện tốt, chúng cũng được sử dụng nhiều trong truyền tải điện. Chúng tương đối dễ hàn với các mác dây hàn 1100 và 4043.
2XXX – Hợp kim nhôm – đồng: Đồng (Cu) được bổ sung vào nhôm như một nguyên tố hợp kim nhằm tăng độ bền và khả năng tạo hình cho nhôm. Hợp kim hệ Nhôm – Đồng thuộc nhóm có thể nhiệt luyện được, và chúng được sử dụng nhiều trong các linh kiện của máy bay, làm đinh tán hoặc sản xuất ốc vít. Hầu hết hợp kim nhôm – đồng (2XXX) đều có tính hàn kém, do chúng nhạy cảm với nứt nóng. Tuy nhiên các hợp kim 2014, 2219 và 2519 lại tương đối dễ hàn khi sử dụng mác dây 4043 hoặc 2319.
3XXX – Hợp kim nhôm – mangan: Mangan cung cấp cho nhôm độ bền và độ dẻo vừa đủ. Hợp kim 3XXX thuộc nhóm hợp kim không thể nhiệt luyện được, tính hàn tốt và không nhạy cảm với nứt nóng. Chúng thường được sử dụng để chế tạo các kết cấu thông thường. Vật liệu hàn thường sử dụng là 4043 hoặc 5356.
4XXX – Hợp kim nhôm – silic: Silic làm giảm nhiệt độ nóng chảy của hợp kim, làm tăng tính chảy loãng, tăng tính đúc cho hợp kim nhôm. Tính hàn tốt, thuộc nhóm không thể nhiệt luyện được. Hợp kim 4047 thường được sử dụng trong công nghiệp chế tạo oto, nhờ tính chảy loãng và tính hàn rất tốt.
5XXX – Hợp kim nhôm – magie: Magie thêm vào nhôm cho tính hàn rất tốt, và cơ tính tốt, không nhạy cảm với nứt nóng. Hợp kim nhôm – magie cho độ bền cao nhất trong các loại hợp kim nhôm không nhiệt luyện được, tính chống ăn mòn tốt. Chúng được sử dụng chế tạo các bồn chứa hóa chất, bồn áp lực, kết cấu, phương tiện giao thông, cầu đường. Đối với hợp kim nhóm 5XXX, ngoại trừ 5052 không chọn vật liệu hàn nhóm 4XXX, vì hàm lượng Mg trong 5XXX cao sẽ kết hợp với hàm lượng Si cao trong 4XXX tạo ra Mg2Si – hợp chất liên kim giòn, đây là nguyên nhân chính dẫn đến mối hàn giòn, tính dẻo thấp. Vật liệu hàn sử dụng cho nhóm hợp kim này là các mác dây nhóm 5XXX.
6XXX – Hợp kim nhôm – silic magie: là hợp kim có thể nhiệt luyện được, độ bền ở mức trung bình. Ứng dụng chính trong ngày chế tạo oto, đường ống, đường ray, kết cấu định hình. Hợp kim nhôm 6XXX có thể xảy ra nứt nóng khi chọn sai vật liệu hàn. Chúng có thể hàn với các mác dây hàn 5XXX và 4XXX mà không xảy ra nứt. Dây 4043 là dây hàn phổ biến để hàn các hợp kim nhôm 6XXX. Tuyệt đối không sử dụng quá trình hàn oxy-gas (hàn hơi) để hàn hợp kim nhôm 6XXX.
7XXX – Hợp kim nhôm – kẽm: kẽm cùng với magie, đồng được thêm vào nhôm để cho hợp kim có thể nhiệt luyện được có độ bền cao nhất. Chủ yếu được sử dụng trong công nghiệp chế tạo máy bay. Tính hàn của hợp kim nhôm 7XXX bị ảnh hưởng bởi hàm lượng hợp kim đồng, vì nhiều hợp kim trong nhóm này nhạy cảm với nứt (do dải nóng chảy rộng và nhiệt độ nóng chảy thấp). Hợp kim 7005 và 7039 có thể hàn sử dụng dây hàn mác 5XXX. Chúng được sử dụng nhiều trong chế tạo khung xe đạp và nhôm định hình trong kết cấu.
8XXX – Hợp kim nhôm với các nguyên tố khác: hầu hết các hợp kim này không được hàn, dù chúng có độ cứng rất tốt và chủ yếu được sử dụng trong ngành hàng không vũ trụ. Vật liệu hàn phù hợp cho nhóm hợp kim 8XXX là mác dây 4XXX.
Ngoài các nguyên tố hợp kim chính, các nguyên tố khác như Chromium, Iron, Zirconium, Vanadium, Bismuth, Nickel và Titanium được thêm vào hợp kim nhôm nhằm tăng tính chống ăn mòn, tăng độ bền và khả năng nhiệt luyện của hợp kim nhôm.
2. Lựa chọn vật liệu hàn nhôm
Hầu hết vật liệu hàn nhôm thuộc nhóm 4XXX và 5XXX, một số thuộc nhóm 1XXX và 2XXX. Căn cứ vào một vài đặc tính sau đây để lựa chọn vật liệu hàn cho hàn nhôm và hợp kim nhôm:
- Không xảy ra nứt nóng
- Độ bền của mối hàn
- Tính dẻo của kim loại mối hàn
- Tính chống ăn mòn của kim loại mối hàn
- Khả năng nhiệt luyện
- Khả năng dễ hàn hay khó hàn
- Khả năng đẩy dây của loại vật liệu đó
- Màu kim loại mối hàn phù hợp với màu của kim loại cơ bản cho các ứng dụng yêu cầu anot hóa mối hàn
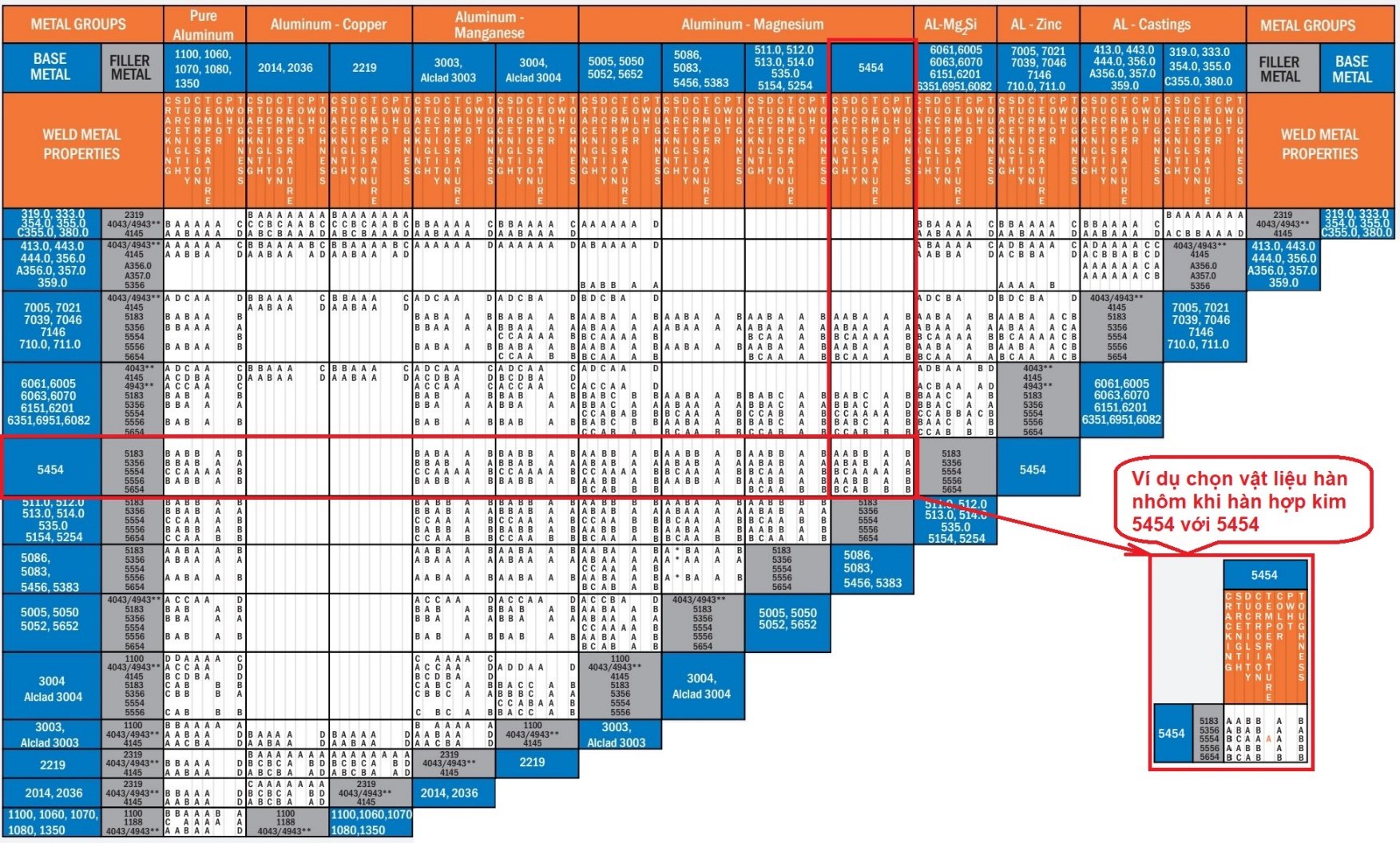
Bảng 1. Khuyến cáo lựa chọn vật liệu hàn nhôm và hợp kim nhôm
3. Khí bảo vệ khi hàn nhôm
Có thể sử dụng khí Argon, Helium, hoặc hỗn hợp giữa Argon – Helium làm khí bảo vệ khi hàn MIG nhôm. Theo khuyến cáo, với nhôm chiều dày nhỏ hơn 12.7 mm (1/2’’) sử dụng khí 100% Argon làm khí bảo vệ.
Với chiều dày lớn hơn 12.7 mm (1/2’’), cần một lượng nhiệt lớn hơn để làm nóng chảy kim loại cơ bản, khi đó Helium được trộn thêm vào khí bảo vệ để tăng nhiệt cho hồ quang hàn, hàm lượng khí bảo vệ thông thường là 75%Argon – 25%Helium. Tuyệt đối không sử dụng khí trộn có các Thành phần như Oxygen, Hydrogen hay CO2 để làm khí bảo vệ khi hàn nhôm.
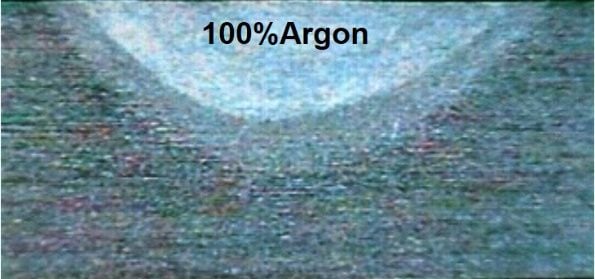
Hình 2.a Biên dạng hồ quang Argon
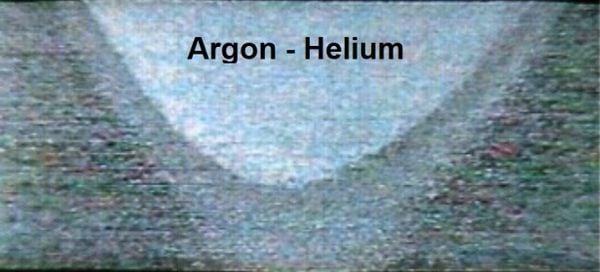
Hình 2.b Biên dạng hồ quang Argon – Helium
4. Chuẩn bị trước khi hàn
Nhôm có ái lực rất mạnh với oxy tạo nên lớp oxit bền vững ngay ở nhiệt độ thường. Do đó bên ngoài của nhôm luôn luôn tồn tại lớp oxit mỏng bao bọc. Lớp oxit này có chiều dày khoảng 0.01 – 0.015 µm, có nhiệt độ nóng chảy cao 2060ᵒC (nhiệt độ nóng chảy của nhôm chỉ là 660ᵒC). Do lớp oxit này rất mỏng nên khó có thể phân biệt bằng mắt thường. Khi nhôm được bảo quản ở nhiệt độ thường và độ ẩm không quá 70% thì chiều dày lớp oxit này tăng lên rất chậm, không đáng lo ngại.
Tuy nhiên nếu nhiệt độ tăng lên trên 93ᵒC và độ ẩm cao thì chiều dày lớp oxit này tăng lên một cách nhanh chóng. Do đó nhôm và hợp kim nhôm phải được bảo quản trong môi trường khô, thoáng có độ ẩm thấp.

Hợp c cứng nhất của nhôm cũng mềm hơn rất nhiều so với thép công cụ, nhôm dễ dàng được cắt bằng các dụng cụ chuyên dụng sẵn có cho cắt nhôm, đặc biệt là các loại máy cưa. Không thể sử dụng quá trình cắt oxy – gas (cắt hơi) để cắt nhôm.
Với nhôm chiều dày nhỏ hơn 4.8 mm, có thể cắt bằng laser hoặc plasma. Tuy nhiên các hợp kim nhôm thuộc phân nhóm có thể nhiệt luyện được không nên cắt bằng laser hay plasma vì chúng tạo nên các vết nứt tế vi tại vị trí cắt (vết nứt này có thể sâu đến 3.2 mm từ vị trí mép cắt), do đó có thể ảnh hưởng đến mối hàn. Với nhôm và hợp kim nhôm, ưu tiên sử dụng các phương pháp cắt gọt cơ khí để chuẩn bị mép hàn như: tiện, phay, bào, cưa, mài, hoặc sử dụng các dụng cụ cắt chuyên dụng khác,…
Trước khi gá lắp để hàn, phải làm sạch triệt để mép hàn và dây hàn, không chỉ vì cần khử oxit nhôm, mà dầu mỡ cũng là nguyên nhân gây ra rỗ khí. Có thể dùng hóa chất để khử oxit nhôm bằng cách tẩm thực (0.5 – 1 phút) trong dung dịch kiềm, hoặc dùng các biện pháp cơ học như bàn chải sợ thép không gỉ, dũa,… Sau khi làm sạch bề mặt, chi tiết phải được hàn trong vòng 3 – 4 tiếng.
5. Giải pháp công nghệ cho hàn MIG nhôm
- AC Aluminum Pulse – Hàn xung xoay chiều:
Công nghệ hàn MIG xung xoay chiều của Lincoln cho chất lượng hàn vượt trội:
- Tăng tốc độ hàn lên 40% so với hàn xung thường
- Tăng tốc độ đắp lên đến 75% so với hàn xung thường
- Giảm hiện tượng cháy thủng
- Hàn được liên kết có khe hở lớn

Công nghệ xung xoay chiều mang lại những ưu điểm vượt trội so với xung truyền thống. Xung xoay chiều giúp giảm lượng nhiệt bằng cách tập trung nguồn nhiệt vào mối hàn, tránh nhiệt truyền quá nhiều vào tôn cơ bản nhờ vào việc thay đổi thuộc tính của hồ quang hàn.
Năng suất tăng lên nhờ tốc độ đắp tăng. Công nghệ hàn xung xoay chiều cho nhôm và hợp kim nhôm được phát triển trên hệ thống thiết bị cao cấp Power Wave Advance Module của Lincoln.

Hình 3. Biên dạng sóng của dòng điện chế độ hàn xung xoay chiều

Hình 4. Điều chỉnh thuộc tính hồ quang Ultim Arc
- Pulse on Pulse – Hàn xung chồng xung:
Công nghệ hàn MIG Pulse on Pulse – hàn MIG xung chồng xung được phát triển bởi Lincoln Electric giúp cho quá trình hàn MIG nhôm trở nên dễ dàng hơn so với chế độ xung thông thường:
- Hạn chế biến dạng khi hàn
- Vận hành dễ dàng, không yêu cầu kỹ năng tay nghề cao
- Biên dạng mối hàn đẹp và đồng đều, dễ dàng tạo vảy như quá trình hàn TIG
- Kiểm soát nhiệt chính xác, vượt trội khi hàn nhôm mỏng (dưới 6 mm)
- Hiệu ứng làm sạch oxit tốt hơn
- Hàn được những liên kết có khe hở lớn, không đồng đều.

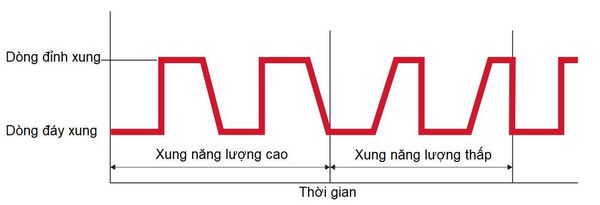
Không giống chế độ xung thông thường, chế độ Pulse on Pulse là sự kế hợp giữ các xung mang năng lượng cao và xung mang năng lượng thấp, cho phép điều chỉnh và kiểm soát chính xác lượng nhiệt cung cấp vào mối hàn và tạo ra biên dạng mối hàn với vảy đồng đều theo ý muốn của người vận hành.

Hình 5. Các tham số điều chỉnh trong chế độ Pulse on Pulse
- Power mode
Công nghệ hàn MIG Power Mode của Lincoln Electric có những ưu điểm vượt trội cho hàn nhôm:
- Độ ngấu đồng đều, ngay cả khi chiều dài điện cực thay đổi
- Hạn chế khuyết tật khi hàn
- Cung cấp hồ quang ổn định, dòng điện ít biến động trong quá trình hàn


6. Các vấn đề hay gặp khi hàn nhôm
- Nứt khi hàn nhôm
Các nguyên nhân chính dẫn đến nứt khi hàn nhôm:
- Độ co ngót của nhôm cao gấp 2 lần thép trong quá trình kết tinh
- Một vài hợp kim nhôm có dải nóng chảy rộng
- Các hợp chất liên kim có nhiệt độ nóng chảy thấp được hình thành trong khi hàn
- Một vài nhóm hợp kim khi hàn rất nhạy cảm với nứt: 2XXX, 6XXX, 7XXX, do đó cần chọn lựa vật liệu hàn phù hợp.

Khi hợp kim nhôm có dải nhiệt độ nóng chảy rộng, sẽ tạo điều kiện cho các hợp chất liên kim hình thành trong quá trình hàn phân tán rộng khắp trong mối hàn. Các hợp chất liên kim này thông thường có nhiệt độ nóng chảy thấp hơn nhiệt độ nóng chảy của kim loại mối hàn, do đó chúng kết tinh sau cùng, tạo nên những đường ranh giới phân tách các pha gây ra hiện tượng nứt nóng, hoặc nứt kết tinh dọc bề mặt mối hàn.
Các biện pháp hạn chế nứt khi hàn nhôm:
- Gá kẹp chi tiết với lực vừa đủ, tránh tạo ứng suất quá lớn cho liên kết hàn
- Tăng tốc độ hàn, nhằm giảm lượng nhiệt vào mối hàn, giảm diện tích vùng ảnh hưởng nhiệt
- Với mối hàn giáp mối có vát mép, để góc vát lớn sẽ làm giảm hiện tượng nứt khi hàn
- Với mối hàn góc, hàn mối hàn có biên dạng lõm bề mặt để tránh vị trí tập trung ứng suất
- Gia nhiệt (nung nóng sơ bộ) toàn bộ kết cấu nếu có thể
- Chọn vật liệu hàn có dải nóng chảy hẹp
- Không hàn nhôm 5XXX với dây hàn nhóm 4XXX do dễ hình thành hợp chất liên kim Mg2Si làm giòn mối hàn (trừ trường hợp hàn 5052, do 5052 có hàm lượng Mg thấp)
- Không sử dụng dây hàn 5XXX để hàn nhôm đúc nhóm 3XX và 4XX
- Tăng thời gian “Crater” để điền đầy hõm cuối hoặc
- Rỗ khí
Nguyên nhân của rỗ khí là do Hydro mắc kẹt trong mối hàn, khi mối hàn đã đông đặc.
Đặc biệt với nhôm và hợp kim nhôm, khi hàn rất dễ sảy ra rỗ khí. Ở trạng thái thường, nhôm không hấp thụ hay hòa tan được Hydro, nhưng ở trạng thái nóng chảy, nhôm hòa tan hydro rất mạnh.
Khi hàn, hydro dễ dàng hòa tan vào kim loại mối hàn ở trạng thái lỏng. Khi mối hàn đông đặc lại, lượng hydro này không kịp thoát ra khỏi mối hàn, chúng bị kẹt lại và tạo ra rỗ khí trong mối hàn.

Các rỗ khí này hầu hết nằm bên trong mối hàn, gần như không xuất hiện trên bề mặt mối hàn.
Rỗ khí tồn tại trong mối hàn làm cho:
- Giảm độ bền mối hàn
- Giảm tính dẫn điện của mối hàn
Nguồn gốc Hydro chủ yếu từ:
- Kim loại cơ bản
- Dây hàn
- Đầu cấp dây
- Khí bảo vệ

Hạn chế được lượng hydro trong mối hàn chính là hạn chế được khuyết tật rỗ khí trong hàn nhôm. Các giải pháp hàn nhôm chính hạn chế rỗ khí trong hàn nhôm:
- Đối với kim loại cơ bản:
- Vệ sinh lớp dầu mỡ, sơn, bụi bẩn trên bề mặt bằng dung môi thích hợp
- Dùng bàn chải sợi thép không gỉ để loại bỏ lớp oxit nhôm trên bề mặt (oxit nhôm ngậm nước)
- Trước khi tiến hành hàn, không di chuyển đột ngột phôi nhôm từ môi trường lạnh sang môi trường nóng hoặc ngược lại.
- Không bảo quản nhôm ngoài trời hoặc trong môi trường độ ẩm cao.
- Đối với dây hàn:
- Bảo quản dây hàn trong môi trường khô giáo, khi không sử dụng, dây hàn cần được bọc kín trong túi của nhà sản xuất.
- Trước khi tiến hành hàn, không di chuyển đột ngột dây hàn từ môi trường lạnh sang môi trường nóng hoặc ngược lại.
- Đầu cấp dây hàn:
- Thường xuyên kiểm tra, vệ sinh ruột gà, con lăn đẩy dây
- Kiểm tra hệ thống làm mát bằng nước (nếu có)
- Sử dụng các dạng đầu cấp dây đóng kín, hoặc cuộn dây hàn được bọc trong hộp kín
- Khí bảo vệ khi hàn:
- Thường xuyên kiểm tra chủng loại khí và hàm lượng các tạp chất trong khí bảo vệ. Khí bảo vệ dùng cho hàn nhôm phải đảm bảo độ tinh khiết và hàm lượng tạp chất phải được kiểm soát tốt.
- Kiểm tra hệ thống đường ống dẫn khí thường xuyên
- Các dụng cụ khác trong quá trình sản xuất:
- Sử dụng gang tay sạch khi cầm, nâng hạ phôi nhôm
- Sử dụng các dụng cụ cắt, mài chuyên dụng cho hàn nhôm
- Khu vực chế tạo nhôm cần độc lập và tách biệt với khu vực sản xuất chế tạo thép
- Rối dây
Nguyên nhân chính dẫn đến rối dây là súng hàn không thể đẩy dây ra trong quá trình hàn có thể do dính dây vào đầu bép, ma sát giữa dây và ruột gà quá lớn, dây hàn bị xước làm tăng ma sát,…

Biện pháp hạn chế rối dây:
- Đối với bánh xe đẩy dây:
- Kiểm tra kích cỡ bánh xe so với đường kính dây đang sử dụng
- Sử dụng bánh xe đẩy dây có rãnh dạng chữ U
- Lực siết trên bánh xe vừa phải tránh biến dạng dây nhôm
- Các ống dẫn hướng tại vị trí kết nối với súng hàn bằng nhựa để tránh xước dây và giảm ma sát
- Đối với ruột gà của súng hàn:
- Kích thước ruột gà phải phù hợp với đường kính dây hàn
- Sử dụng loại ruột gà chuyên dụng cho nhôm, thông thường ruột gà cho hàn nhôm làm từ nhựa teflon hoặc polimer để tránh làm xước dây nhôm và giảm ma sát trong quá trình hàn.
- Thường xuyên vệ sinh ruột gà bằng khí nén khô
- Kiểm tra chiều dài hồ quang:
- Không để chiều dài hồ quang quá dài
- Không để hồ quang cháy ngược lên bép hàn
- Sử dụng bép hàn chuyên dụng cho nhôm và đúng với đường kính dây hàn đang sử dụng
- Thay thế bép hàn khi có dấu hiệu cháy hoặc mòn quá mức

- Khi mồi hồ quang, không để dây hàn tiếp xúc vào bề mặt phôi

- Ưu tiên sử dụng dây hàn có đường kính lớn nếu có thể.
- Sử dụng súng kéo – đẩy (push – pull gun) khi hàn
- Chỉ hàn đẩy mỏ (push angle) không hàn kéo (drag angle)
- Chuyển sang sử dụng súng hàn làm mát bằng nước khi dòng hàn cao hơn 200A
- Sử dụng loại chụp khí cho chiều dài bép hàn vừa bằng mặt hoặc thấp hơn bề mặt chụp khí.
7. Thiết bị hàn
Với những ưu điểm vượt trội so nguồn hàn CV truyền thống, nguồn hàn xung nhôm ngày càng tân tiến và phát triển mạnh những năm gần đây.

Những máy hàn xung theo công nghệ cũ thường cung cấp tần số 60Hz hoặc 120Hz, và chúng không có chức năng điều khiển đồng bộ dòng điện và điện áp, do đó tương đối khó cài đặt và sử dụng.
Từ những năm 1990, Lincoln Electric đã phát triển nguồn hàn xung thế hệ mới, cho phép điều khiển đồng bộ dòng điện và điện áp hàn. Những nguồn hàn này sử dụng công nghệ biến tần hoặc công nghệ “Chopper Technology” – công nghệ độc quyền của Lincoln – để cung cấp năng lượng cho hồ quang hàn và định hướng đầu ra của dòng điện. Những nguồn hàn xung thế hệ mới này cho phép dải vật liệu hàn nhôm rộng hơn, lựa chọn các loại đường kính dây hàn khác nhau, lựa chọn loại khí bảo vệ và lựa chọn các dạng xung khác nhau tùy vào các ứng dụng cụ thể.
DG Welding tổng hợp các nguồn hàn Lincoln Electric cho hàn nhôm:
- Dòng máy Power Wave C300, S350, S500,…
- Dòng máy Flextec cho hàn nhôm
- Dòng máy Power MIG cho hàn nhôm
- Dòng máy AlumaFab chuyên cho hàn nhôm
Dây hàn nhôm mềm hơn và khó đẩy qua súng hàn MIG hơn nhiều so với dây hàn thép. Do đó súng hàn nhôm cần phải được xem xét và lựa chọn đúng đắn. Súng hàn nhôm được chia làm 3 nhóm chính:
- Push gun (Súng chỉ có chức năng đẩy dây), súng Push gun có thể được sử dụng trong trường hợp sau:
- Cho súng hàn có chiều dài ngắn, từ 3.0 – 3.6 m
- Ruột gà của súng phải là ruột gà chuyên dụng cho nhôm làm từ Teflon hoặc polimer
- Dùng cho dây hàn nhôm đường kính lớn. Với nhôm nhóm 5XXX có thể sử dụng với dây có đường kính 1.2 mm trở lên. Với dây có độ cứng thấp hơn như 4XXX, chỉ sử dụng với dây có đường kính 1.6 mm.
- Con lăn đẩy dây sử dụng loại có rãnh U

- Push – Pull gun (súng kéo đẩy): nhờ có thêm động cơ đẩy dây phụ ở đầu súng mà loại súng này có thể sử dụng với dây nhôm có độ cứng thấp và đường kính nhỏ hơn súng push gun.
- Sử dụng ruột gà, con lăn đẩy dây và các phụ kiện đồng bộ khác chuyên dụng cho hàn nhôm
- Động cơ phụ (động cơ kéo) được đồng bộ hóa với động cơ chính (động cơ đẩy) của đầu cấp dây.
- Hàn được dây hàn có đường kính từ 0.8 – 1.6 mm.
- Chiều dài súng hàn có thể lên đến 15.2 m

- Spool gun (Súng có cuộn dây hàn tại đầu súng). Loại súng này phù hợp hàn với những cuộn dây hàn nhôm bé (cuộn dây 0.5 kg), do cuộn dây được lắp ngay trên súng hàn nên việc đẩy dây nhôm ra đầu súng hàn tương đối dễ dàng. Loại súng này khuyến cáo sử dụng với dòng hàn tối đa 200A với chu kỳ tải 60%. Với dòng hàn cao hơn, sử dụng loại súng hàn Push – pull gun để đạt hiệu quả cao nhất.


Trên đây là những chia sẻ của DG Welding về giải pháp tổng thể cho hàn MIG nhôm và Hợp kim nhôm, nếu bạn có bất kì thắc mắc nào hay đang cần tìm đơn vị cung cấp giải pháp giúp tối ưu chi phí nhất hãy liên hệ ngay cho chúng tôi theo Hottline: 0908895299
![]()
QUYỀN SỞ HỮU VÀ BẢO MẬT: Báo cáo này căn cứ trên các kết quả thử nghiệm của hãng Lincoln Electric, và được biên tập bởi Double Good JSC – Nhà phân phối sản phẩm và Dịch vụ ủy quyền của Lincoln Electric tại Việt Nam. Không được phép sao chép, lưu chuyển, sử dụng tài liệu này với bất kỳ mục đích nào nếu không được sự cho phép bằng văn bản của Double Good JSC.
Ghi chú: Tính đa dạng trong thiết kế, chế tạo và điều kiện làm việc của các sản phẩm thực tế sẽ ảnh hưởng tới kết quả thực nghiệm. Vì vậy các bên tự cân nhắc và chịu trách nhiệm khi áp dụng các thông tin trong báo cáo này vào công việc của mình.

