HÀN ĐẮP VẬT LIỆU INCONEL 625 SỬ DỤNG BĂNG HÀN (STRIP CLADDING)
Hợp kim Cr-Ni-Mo thường được ứng dụng rộng rãi trong ngành công nghiệp dầu khí bởi đây là một loại vật liệu có khả năng chịu dão và chịu ăn mòn tốt. Nhưng do chế về mặt giá thành nên chế tạo các chi tiết bằng thép cacbon, sau đó hàn đắp lên bằng hợp kim Niken. Việc hàn đắp lớp hợp kim Niken lên thép cacbon có thể tiến hành bằng một số phương pháp khác nhau như: lốc đa lớp (roll bonding), hàn nổ (explosive cladding), và hàn đắp (weld overlaying).
Trong đó, hàn đắp là một phương pháp được sử dụng phổ biến do ưu điểm đơn giản và không yêu cầu đặc biệt về việc cài đặt thiết bị. Tuy nhiên, vấn đề quan trọng nhất khi áp dụng phương pháp này đó là kiểm soát được hàm lượng sắt hòa tan vào lớp kim loại đắp (thông thường yêu cầu nhỏ hơn 5%). Bên cạnh đó, ngoài việc yêu cầu mối hàn đảm bảo chất lượng, năng suất, nhiều dự án yêu cầu kiểm soát về chiều cao của lớp kim loại đắp (Z < 4 mm), và tỷ lệ giữa độ ngấu trung bình với tổng chiều dày của lớp kim loại mối hàn (V < 10 %).
Trong bài này, DG Welding xin giới thiệu tới bạn đọc công nghệ hàn đắp của hãng Lincoln Electric có thể giúp thỏa mãn các yêu cầu nghiêm ngặt của khách hàng.
1. Phương pháp hàn đắp (Cladding processes)
Mặc dù hầu hết các phương pháp hàn hồ quang thông dụng (SMAW, GTAW, GMAW, FCAW…) đều có thể sử dụng ứng dụng cho hàn đắp.
Tuy nhiên, hàn đắp sử dụng băng hàn (strip cladding) kết hợp với quá trình hàn hồ quang dưới lớp thuốc (Submerged Arc Welding-SAW) hoặc hàn điện xỉ (Electro Slag Welding-ESW) được biết đến là lựa chọn hấp dẫn cho các ứng dụng yêu cầu diện tích đắp lớn, bởi phương pháp hàn đắp sử dụng băng hàn có ưu thế vượt trội về tốc độ đắp cũng như diện tích của mỗi lớp đắp lớn.
a. Hàn đắp dưới lớp thuốc sử dụng điện cực dạng băng (Submerged Arc Strip Cladding – SASC)
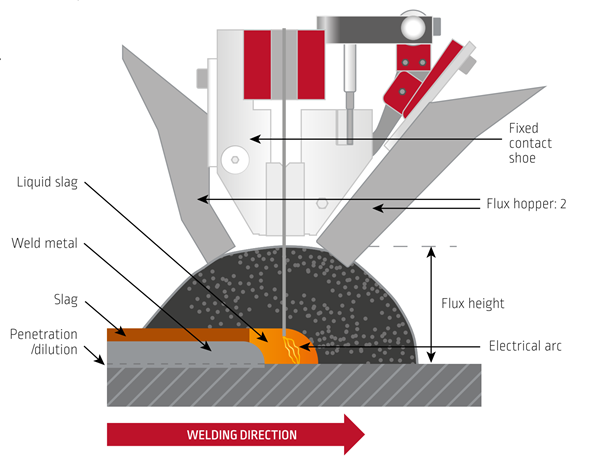
Submerged Arc Strip Cladding – SASC
Nguyên lý hoạt động giống với quá trình hàn dưới lớp thuốc thông thường, điểm khác biệt ở đây là điện cực sử dụng đưa vào vũng hàn có dạng băng (strip), bởi vậy phương pháp hàn này có một số đặc điểm chính sau đây:
- Sử dụng hồ quang chạy qua lại với tốc độ cao dọc theo trục của băng hàn.
- Hồ quang giúp tăng độ ngấu vào kim loại cơ bản, dẫn đến độ hòa tan vào khoảng ~20%.
- Tốc độ đắp: 12-14 kg/h đối với băng hàn kích thước 60×0.5 mm.
- Dải dòng điện giới hạn để hạn chế sự hòa tan Fe vào kim loại mối hàn.
b. Hàn đắp điện xỉ sử dụng điện cực dạng băng (Electro Slag Strip Cladding – ESSC)
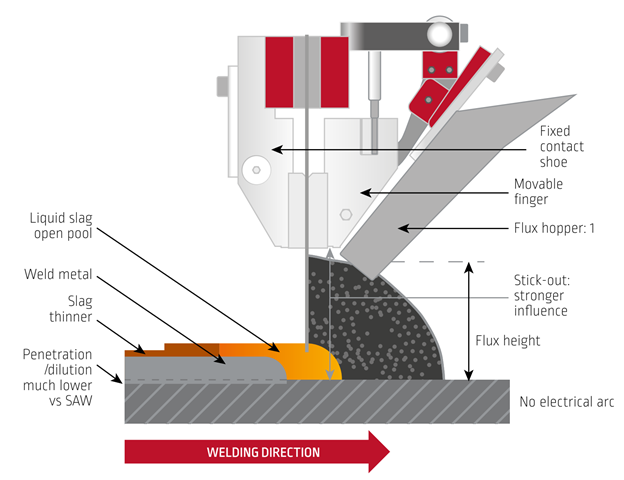
Electro Slag Strip Cladding – ESSC
Khác với quá trình hàn dưới lớp thuốc, quá trình hàn điện xỉ là quá trình hàn gần như không duy trì hồ quang trong suốt quá trình hàn (Arc-less process). Về bản chất, quá trình hàn điện xỉ sử dụng thuốc hàn dẫn điện (conductive flux), và làm việc dựa trên nguyên lý của định luật Joule.
Dòng điện được dẫn vào từ băng hàn khi đi qua thuốc hàn nóng chảy (molten slag) có điện trở lớn sẽ sinh nhiệt đủ lớn để làm chảy điện cực hàn, thuốc hàn và một phần kim loại cơ bản để sau đó hình thành nên lớp kim loại đắp. Quá trình hàn này có độ hòa tan trong dải từ 9-12%, và có ưu thế vượt trội hơn so với hàn SAW về kiểm soát độ hòa tan Fe vào kim loại mối hàn.
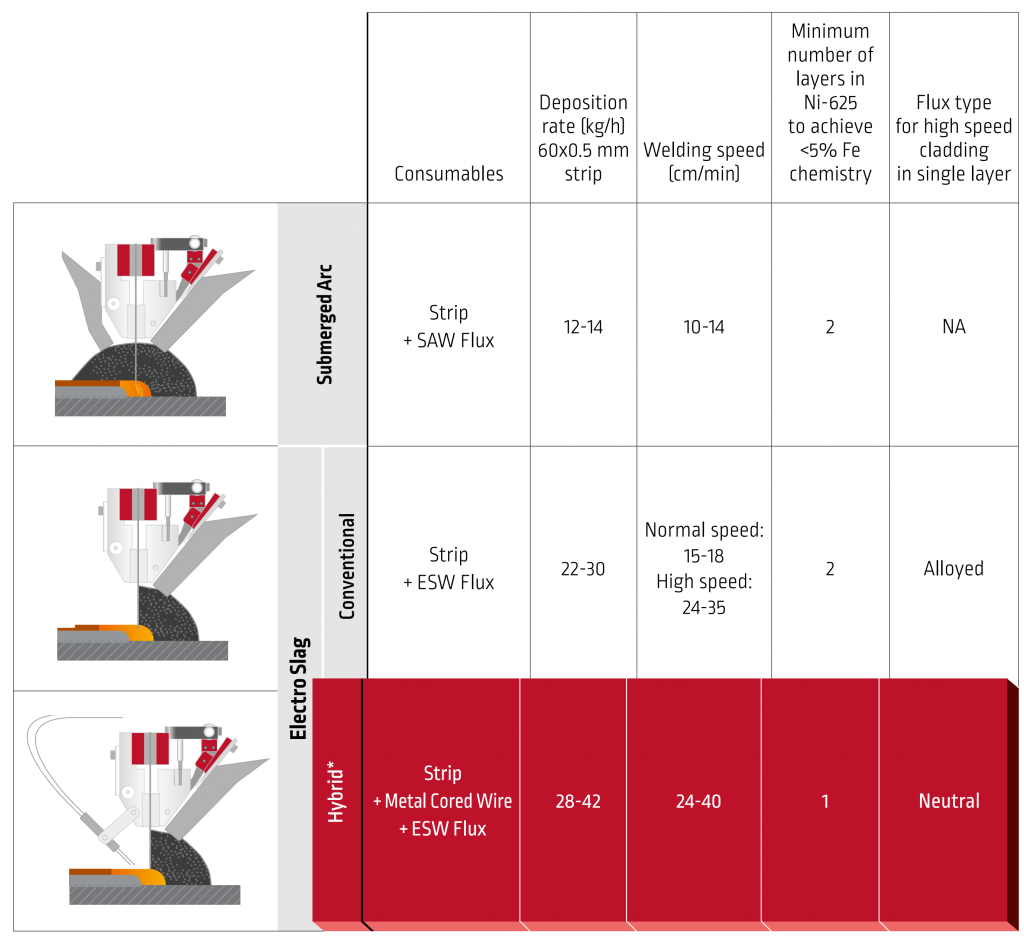
c. Quá trình hàn đắp lai ghép giữa dây lõi kim loại và hàn điện xỉ (Hybrid of metal cored wire and Electro Slag Cladding – HESC)

Hybrid of metal cored wire and Electro Slag Cladding – HESC
Kỹ thuật hàn lai ghép giữa quá trình hàn dây lõi kim loại (MCW) và hàn điện xỉ (ESW) là một dạng biến thể của quá trình hàn điện xỉ được phát triển bởi hãng Lincoln Electric. Dây hàn nóng lõi kim loại được bổ sung vào vũng hàn như một thành phần thứ 3 giúp kiểm soát lượng Fe hòa tan vào kim loại mối hàn đạt dưới 5% chỉ với một lớp hàn cho vật liệu Ni-625.
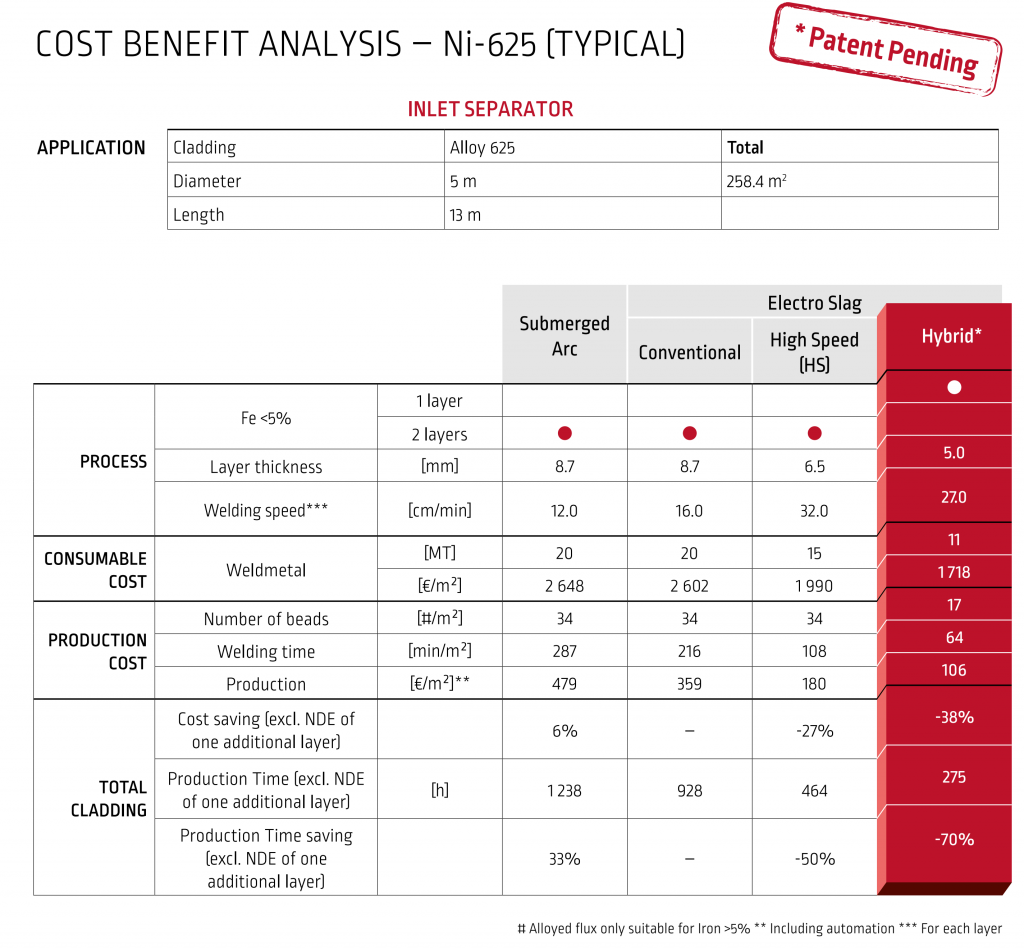
Đồng thời, quá trình hàn này có thể hàn chỉ với một lớp với năng suất cao giúp đáp ứng được yêu cầu khắt khe của một số dự án về cả chiều cao lớp kim loại đắp và hàm lượng Fe hòa tan.
Để thấy được rõ ưu nhược điểm của từng phương pháp hàn đắp, dưới đây chúng tôi đưa ra một bảng so sánh giữa ba phương pháp hàn đắp ở trên để các bạn tham khảo.
2. Giải pháp toàn diện đối với hàn đắp sử dung băng hàn (Strip Cladding)

Các yếu tố quan trọng cần phải quan tâm đến để có được giải pháp hàn đắp sử dụng băng hàn, đó chính là sự kết hợp hài hòa và đúng cách giữa các yếu tố sau:
- Vật liệu hàn (ví dụ: băng hàn, thuốc hàn, dây hàn).
- Đầu hàn (bao gồm cả phụ kiện và bộ điều khiển).
- Thiết bị lái từ tính (magnetic steering devices).
- Nguồn hàn và bộ thiết bị cấp băng hàn.
- Hệ thống cấp dây nóng (hot wire feeding).
- Hệ thống điều khiển hàn tự động.
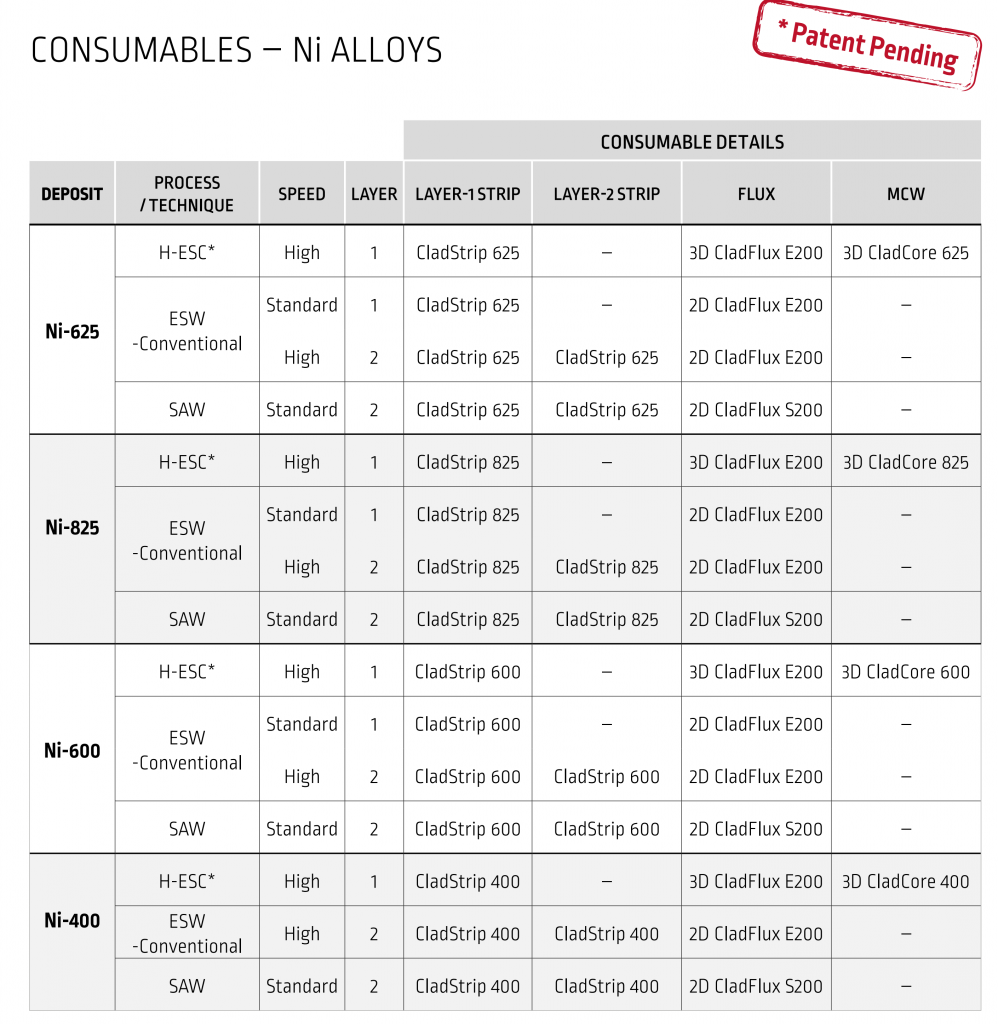
Nếu chỉ cần thiếu một trong các yếu tố ở trên cũng khó có thể đạt được hiệu quả mong muốn. Dưới đây là các khuyến cáo lựa chọn vật liệu, thiết bị của Lincoln Electric đối với hàn hợp kim Niken. Đối với hợp kim Ni-625, Vật liệu băng hàn cladstrip 625 được sử dụng kết hợp với thuốc hàn 2D cladflux S200 (kh hàn SAW), thuốc hàn 2D cladflux E200 (khi hàn ESW), và thuốc hàn 3D Cladflux E200 + dây lõi kim loại 3D Cladcore 625 (khi hàn Hybrid HESC).
Tương tự khuyến cáo cho các nhóm hợp kim Ni-825, Ni-600, và Ni-400 như bảng dưới đây. Bộ thiết bị hàn Lincoln Idealarc DC 1000 hoặc 1500 kết hợp với bộ cấp dây NA-5 hoặc NA-3 được khuyến cáo sử dụng cho hàn đắp dạng băng thông dụng. Ngoài ra, có thể dùng song song nguồn Power wave AC/DC 1000 SD hoặc nguồn hiệu chỉnh Idealarc DC 1000 cho ứng dụng hàn hybrid HESC kết hợp bộ điều khiển Hybrid 3D Z5.
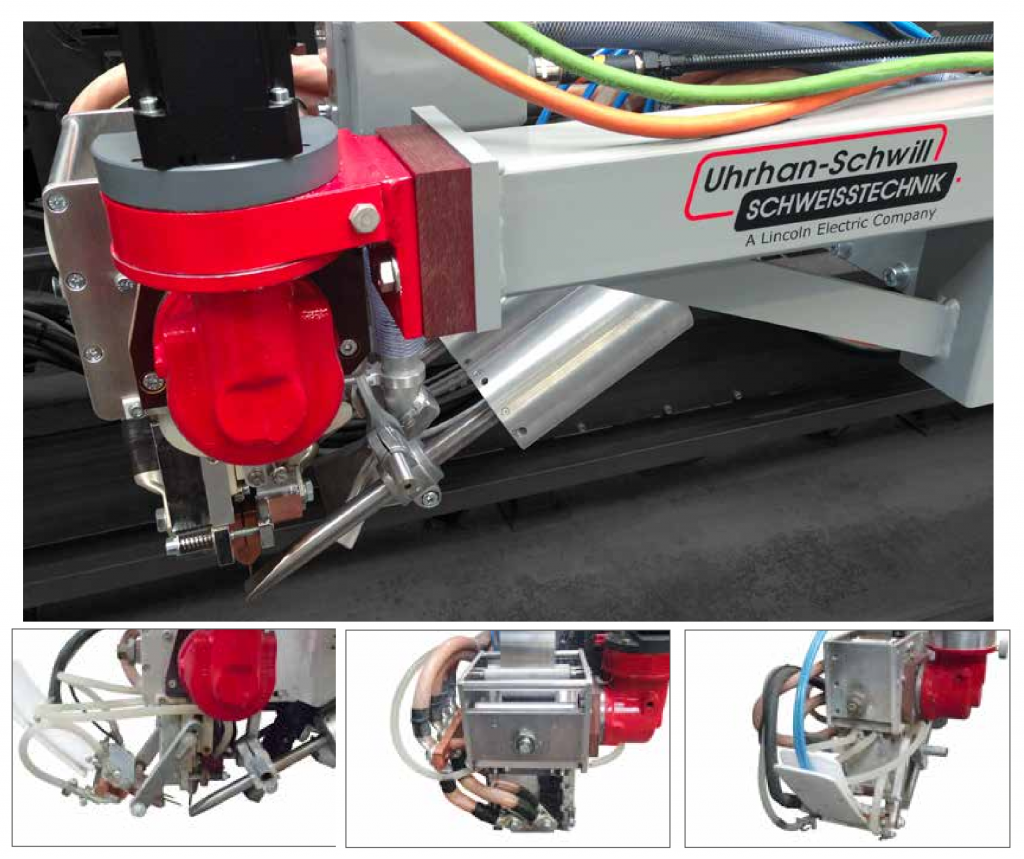
Hệ thống đầu hàn đắp sử dụng băng hàn.

Hệ thống nguồn hàn và đầu hàn kết hợp thiết bị lái từ tính
3. Demo tại cơ sở khách hàng
Vừa qua, để chuẩn bị cho dự án mới, DG Welding đã thực hiện demo công nghệ hàn đắp dưới lớp thuốc sử dụng băng hàn tại cơ sở khác hàng. Dưới đây là một số hình ảnh được ghi lại.

Họp với khách hàng về dự án hàn đắp

Kỹ sư của công ty hàn demo SAW sử dụng băng hàn
Trên đây là phương pháp hàn đắp vật liệu inconel 625 sử dụng băng hàng (Strip cladding). Bạn có thể xem thêm về công nghệ hàn đắp trong bài viết quy trình hàn đắp trục cán trong nhà máy thép. Cảm ơn các bạn đã quan tâm, nếu có nhu cầu về thiết bị hàn cũng như công nghệ, giải pháp tiết giảm chi phí hàn vui lòng liên hệ cho DG Welding để các kỹ sư nhiều năm kinh nghiệm tư vấn cho bạn.

