Hàn đắp thép không gỉ 308 lên ống gang dẻo
![]()
Hàn đắp thép không gỉ 308 lên ống gang dẻo
Lĩnh vực ứng dụng | Offshore | Ref.# | |
Quá trình hàn | GMAW / Axial Spray | DGWTR# | APP0007 |
Vật liệu | Ductile Iron Pipe + ER308LSi | Edit | WP, IWE |
Đường kính dây hàn | 2.6 mm | Reviewed | N/A |
Liên kết / Vị trí | Hàn đắp | Completed | 03/4/2006 |
NỘI DUNG
Quá trình hàn GMAW với dạng dịch chuyển kim loại phun tia (Axial Spray) sử dụng khí bảo vệ 98%Ar+2%O2 cho đường hàn đắp đai nối ghép các đoạn ống làm từ gang dẻo. Dây hàn MIG (GMAW) có tên thương mại Blue Max ER308LSi đường kính 1/16” (2.6 mm) được dùng để thay thế cho loại đường kính 0.45” (1.1 mm) nhằm tăng tốc độ đắp. Quá trình hàn sử dụng công nghệ Power Wave với Mode 40 – Power Mode (CV).

TỪ KHÓA: Blue Max ER308LSi, dây hàn MIG, đường kính 1/16” (2.6 mm), khí trộn, 98%Ar+2%O2, Power Wave, Power Mode (mode 40), GMAW, giàn khoan dầu khí, ống gang dẻo, dịch chuyển phun tia dọc trục, Axial Spray.
1. Bộ thông số quy trình hàn đắp thép không gỉ
Quá trình hàn GMAW với dạng dịch chuyển kim loại phun tia (Axial Spray) sử dụng khí bảo vệ 98%Ar+2%O2 cho đường hàn đắp đai nối ghép các đoạn ống làm từ gang dẻo. Dây hàn MIG (GMAW) có tên thương mại Blue Max ER308LSi đường kính 1/16” (2.6 mm) được dùng để thay thế cho loại đường kính 0.45” (1.1 mm) nhằm tăng tốc độ đắp. Quá trình hàn đắp sử dụng công nghệ Power Wave với Mode 40 – Power Mode (CV).
2. Quy trình hàn
Bản vẽ 1 thể hiện ba mối hàn đắp khác nhau tương ứng với từng đường kính ống nối ghép. Kích thước mối hàn yêu cầu cần đạt được như thể hiện trong Bảng 1 tương ứng với mỗi loại đường kính ống gang dẻo khác nhau.
Bản vẽ 1: Ba loại mối hàn tương ứng với đường kính ống.
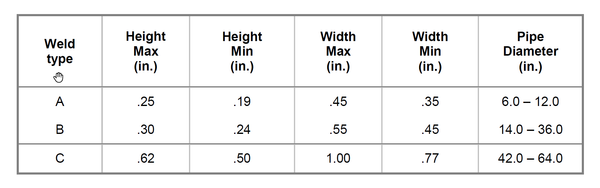
Bảng 1: Kích thước mối hàn yêu cầu theo từng đường kính ống

Bảng thông số quy trình hàn
- Nhóm thực nghiệm không có ống gang dẻo đường kính 42-64” và do đó đã thực hiện việc xây dựng quy trình trên ống có đường kính lớn hơn. Tốc độ quay của ống đường kính lớn không tương ứng với tốc độ hàn cũ.
- Góc nghiêng so với phương pháp tuyến thẳng đứng.
Trên đây là nội dung quy trình hàn đắp thép không gỉ 308 lên ống gang dẻo do DG Welding - vp miền bắc cty Double Good JSC thực hiện. Nếu bạn cần tìm giải pháp hàn vui lòng liên hệ cho chúng tôi.
![]()
QUYỀN SỞ HỮU VÀ BẢO MẬT: Báo cáo này căn cứ trên các kết quả thử nghiệm của hãng Lincoln Electric, và được biên tập bởi Double Good JSC – Nhà phân phối sản phẩm và Dịch vụ ủy quyền của Lincoln Electric tại Việt Nam. Không được phép sao chép, lưu chuyển, sử dụng tài liệu này với bất kỳ mục đích nào nếu không được sự cho phép bằng văn bản của Double Good JSC.
Ghi chú: Tính đa dạng trong thiết kế, chế tạo và điều kiện làm việc của các sản phẩm thực tế sẽ ảnh hưởng tới kết quả thực nghiệm. Vì vậy các bên tự cân nhắc và chịu trách nhiệm khi áp dụng các thông tin trong báo cáo này vào công việc của mình.

