SAW | Wire | Low Alloy | AWS A5.23: EG | PREMIERWELD® JW®-9
PRODUCT FEATURE:
- Low alloy SAW solid wire
- Mo, Ti & tiny Boron added to refine grains and improve
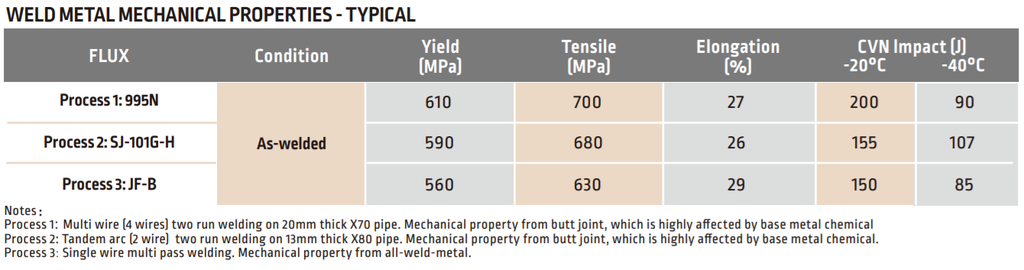
toughness & strength - Used with Lincoln Electric pipe welding flux such as 995N, 998N, and SJ-101G-H to apply on high speed multiple arc seam welding on X70 or X80 longitudinal or spiral pipes.
- Used with FB type high basic flux such as JF-B, BF-1 and 888 apply on low alloy high strength thick plate welding.
- Uniform and solid copper coating brings excellent arc stability and superior resistance to wire rusty.
APPLICATION:
- Pipemill - API X70 and X80 spiral or longitude pipe welding.
- Offshore – YS up to 460MPa, e.g. S460 thick plate welding.
- High-rising building steel structure – suitable for welding on thick plates of S460 steels.
CONFORMANCE:
- ASME SFA5.23 AWS A5.23: EG
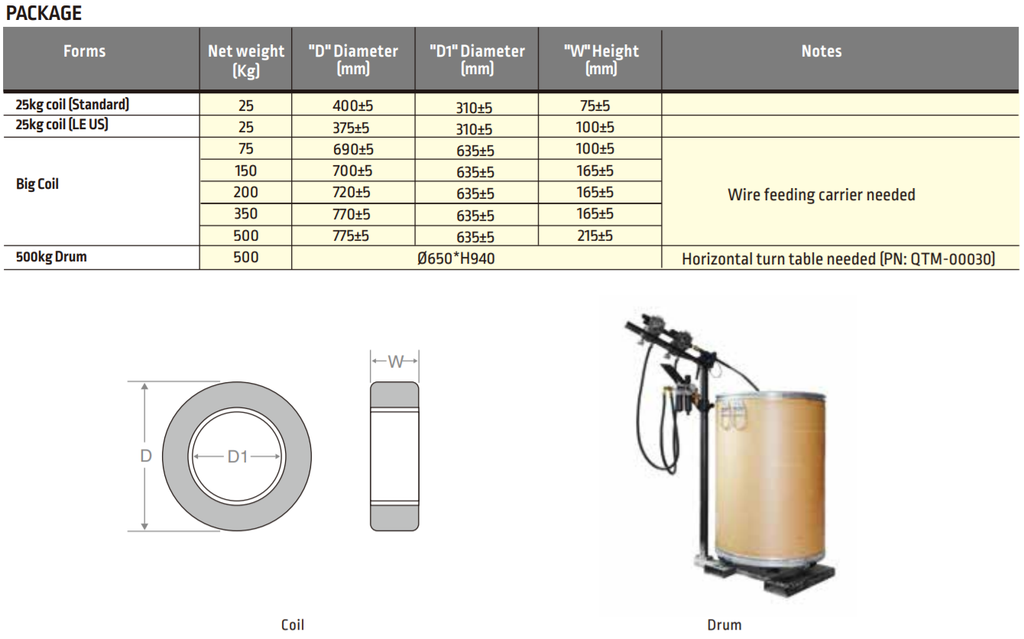
DIAMETERS:
● 2.4mm ● 3.2mm ● 4.0mm ● 4.8mm
● Low alloy SAW solid wire
● Mo, Ti & tiny Boron added to refine grains and improve toughness & strength
● Used with Lincoln Electric pipe welding flux such as 995N, 998N, and SJ-101G-H to apply on high speed multiple arc seam welding on X70 or X80 longitudinal or spiral pipes.
● Used with FB type high basic flux such as JF-B, BF-1 and 888 apply on low alloy high strength thick plate welding.
● Uniform and solid copper coating brings excellent arc stability and superior resistance to wire rusty.


Diameter (mm) | 2.0 | 2.4 | 3.2 | 4.0 | 4.8 |
Current Range (A) | 300~400 | 350~450 | 425~525 | 475~575 | 525~625 |
Voltage (V) | 26~29 | 27~30 | 27~30 | 27~30 | 27~30 |
ESO (mm) | 13~19 | 19~32 | 25~38 | 25~38 | 25~38 |
Travel Speed (mm/s) | 5~6 | 5.5~6.5 | 6~7 | 6.5~7.5 | 6.5~7.5 |
Sản phẩm liên quan